|
Южно-Уральский государственный университет (национальный исследовательский университет)
НАУЧНО-ОБРАЗОВАТЕЛЬНЫЙ ЦЕНТР "ИСКУССТВЕННЫЙ ИНТЕЛЛЕКТ И КВАНТОВЫЕ ТЕХНОЛОГИИ"
ЛАБОРАТОРИЯ СУПЕРКОМПЬЮТЕРНОГО МОДЕЛИРОВАНИЯ
|


|
|
Прогноз прилипания заготовки в процессе разливки стали на основе машинного обучения
Заказчик
SMS Group (ФРГ)
Цель исследования
Разработка программной системы прогноза прилипания заготовки в процессе разливки стали
Автор
Цымблер М.Л. кандидат физ.-мат. наук, доцент,
начальник отдела Интеллектуального анализа данных и виртуализации ЛСМ ЮУрГУ.
Описание
• Стенки кристаллизатора разливочной машины оснащены оптоволоконными датчиками температуры (576 сенсоров).
• Частота снятия показаний в процессе разливки: 4 раза в секунду.
• Необходимо в реальном времени прогнозировать прилипание заготовки в процессе разливки стали с целью предотвращения аварии.
|
Результаты
На основе технологий машинного обучения и искусственных нейронных сетей была разработана программная система для прогноза прилипания заготовки в процессе непрерывной разливки стали, которая дает на 20% более высокую точность прогноза, чем аналитический алгоритм, имевшийся у корпорации.
Разработанная система уменьшает в среднем в два раза количество ложных срабатываний системы предупреждения аварий установки и дает экономию от 50 000 евро в год.
|
О системе непрерывного литья
Кристаллизатор – основная часть машины. В кристаллизаторе сталь застывает и образуется оболочка по форме будущей плиты. Если происходит налипание, то специальное софт регистрирует его и автоматически замедляет литье для предотвращения повреждений.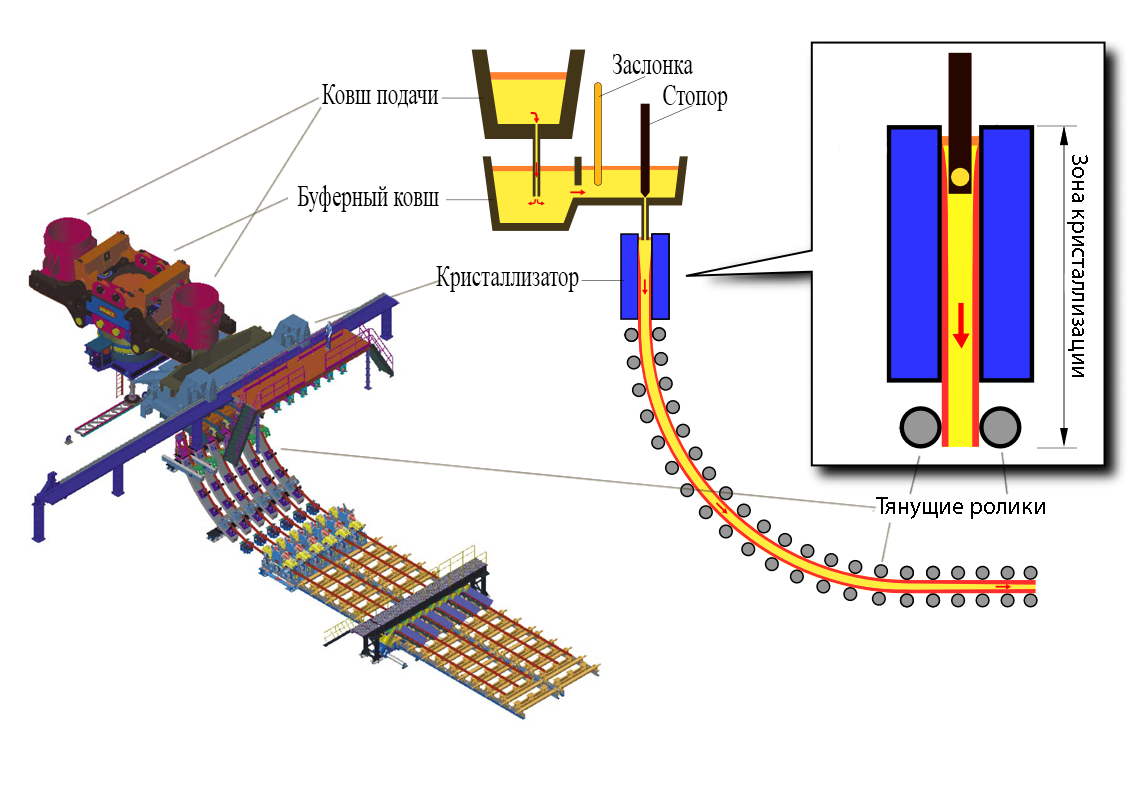
|
|
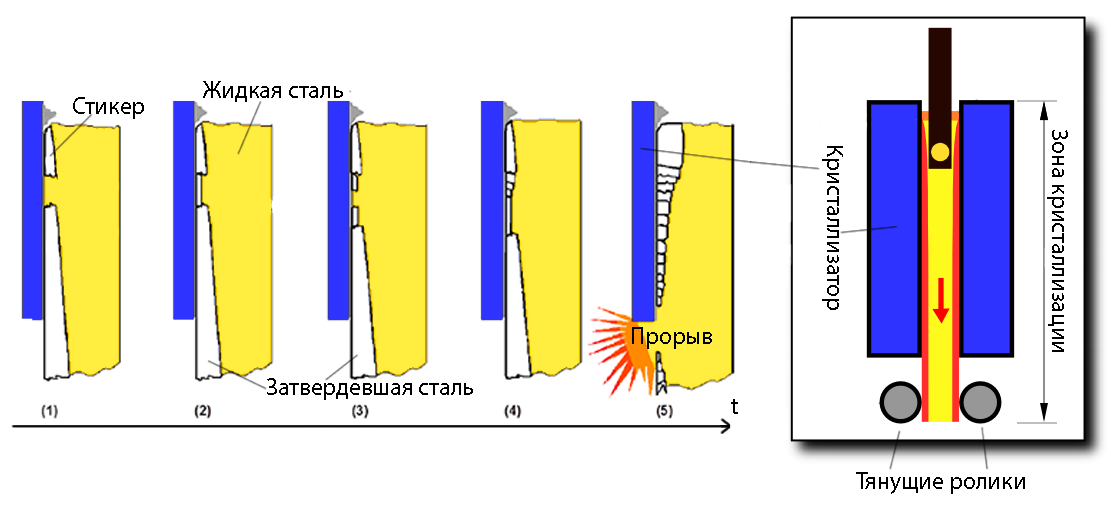
Налипание происходит в кристаллизаторе в момент наращивания оболочки жидкой стали. Иногда часть затвердевшей стали налипает на стенку кристаллизатора и оболочка под налипанием получается тоньше, чем нужно, чтобы удержать жидкую сталь в центре. Когда тонкий участок доходит до края кристаллизатора, горячая сталь пробивает оболочку и выливается на оборудование. Такие ситуации очень опасны и несут убытки до 250 000 евро.
|
|
Для своевременного обнаружения налипания система непрерывного литья оборудована 576 оптоволоконными температурными сенсорами.
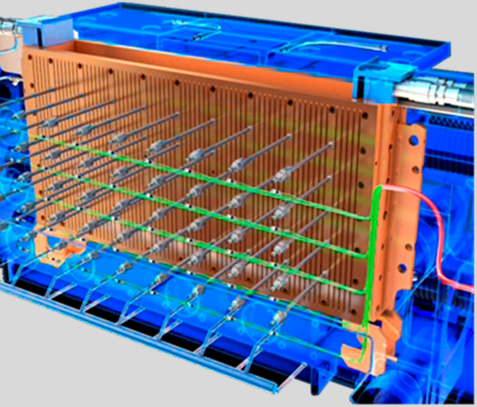 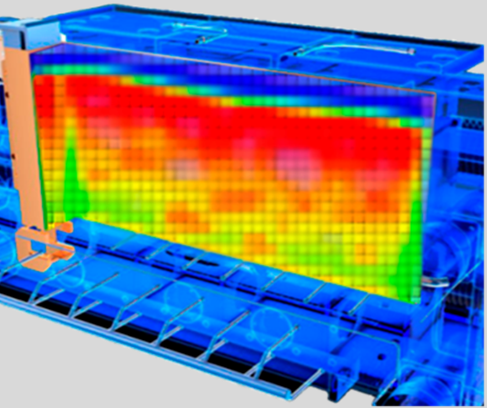
576 оптоволоконных температурных сенсоров Тепловая карта поверхности кристаллизатора
|



|
|
|
|