Стохастическая теплофизическая модель процессов шлифования
Заказчик:
Уральский НИИ абразивов и шлифования
Цель исследования:
Разработка фундаментальных теплофизических моделей процесса шлифования
 |
Эффект:
- Разработаны технологические рекомендации по шлифованию и резанию, которые используются более чем на 100 предприятиях России
- Сокращение количества технологических ошибок на 40%
Авторы:
А.А. Дьяконов (ЮУрГУ), доцент, канд. техн. наук; Начальник управления научной и инновационной деятельности.
А.А. Кошин (ЮУрГУ), профессор, докт. техн. наук; Факультет: «Механико-технологического», Кафедра: «Технология машиностроения».
|
Описание:
Особенностью процессов шлифования является быстропротекаемость и наличие внутренней существенной нелинейности прочностных свойств обрабатываемого материала от температурно-скоростных характеристик процесса. При этом реализацию существенно усложняет главная особенность процесса абразивной обработки – стохастический характер взаимодействия режущего профиля абразивного инструмента с обрабатываемой поверхностью заготовки.
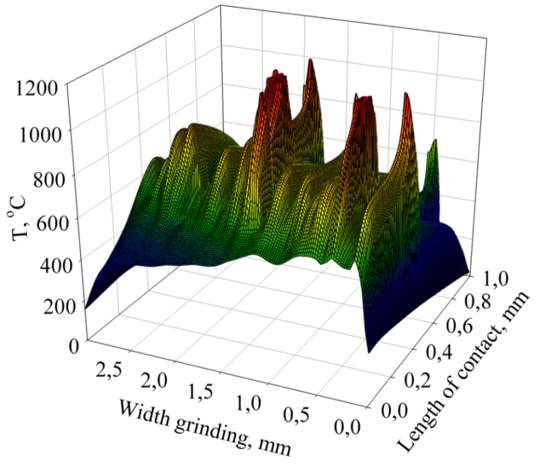
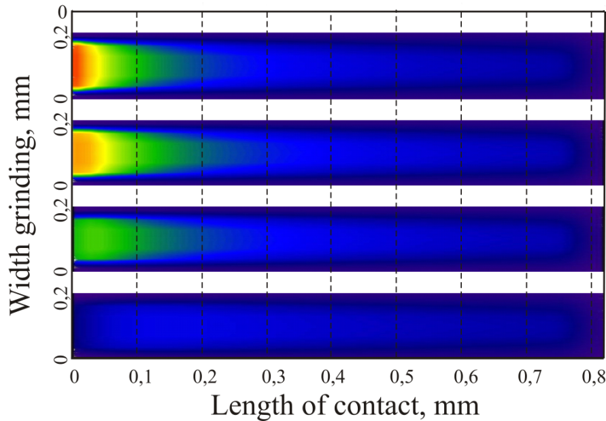
Удалось смоделировать трехмерные температурные поля с учетом переменности прочностной характеристики обрабатываемого материала и сложной дискретной структуры тепловых источников при свободной схеме резания (см. рисунок) по всей интересующей глубине поверхностного слоя обрабатываемой поверхности заготовки и использовать данные при проектировании эффективных технологий бездефектного шлифования.
Реализация модели позволила сформировать дифференцированные шкалы групп технологической обрабатываемости материалов с учетом требований по точности и к качеству поверхностного слоя, которые использованы в качестве ключевых данных в справочнике по режимам резания и дополнению к нему в виде руководящего технического материала, утвержденного Уральским НИИ абразивов и шлифования.
|